
An energy assessment is an inspection survey and an analysis of energy flows for energy conservation in a system. Energy assessment should be always the first step after defining and setting the system. Its purpose is to reduce the amount of energy input into the system without negatively affecting the output. It is focused on the industrial sector, especially compressed air where an energy audit is the first step in identifying opportunities to reduce energy expense and carbon footprint and as such a great opportunity for ESCO investors.
The energy assessment is split into three logical parts which can be performed one after another or in parallel during a given period (recommended 1 year).
- System review
- Waste audit
- Energy audit
After the assessment is completed, it is recommended to set up an ongoing optimization process with permanent remote monitoring by experts (in-house or external).
Create/edit an assessment
To start new assessment like system review or waste audit, just select your system and on left side menu select assessment and press + New

System assessment in CALMS is valid as selected with Start on and End on date (Duration). We normally select 1 year as typical period for system assessment to be valid or relevant, before CALMS will send alert for new assessment.
Survey date is the date of the first assessment day - when expert starts with the survey.
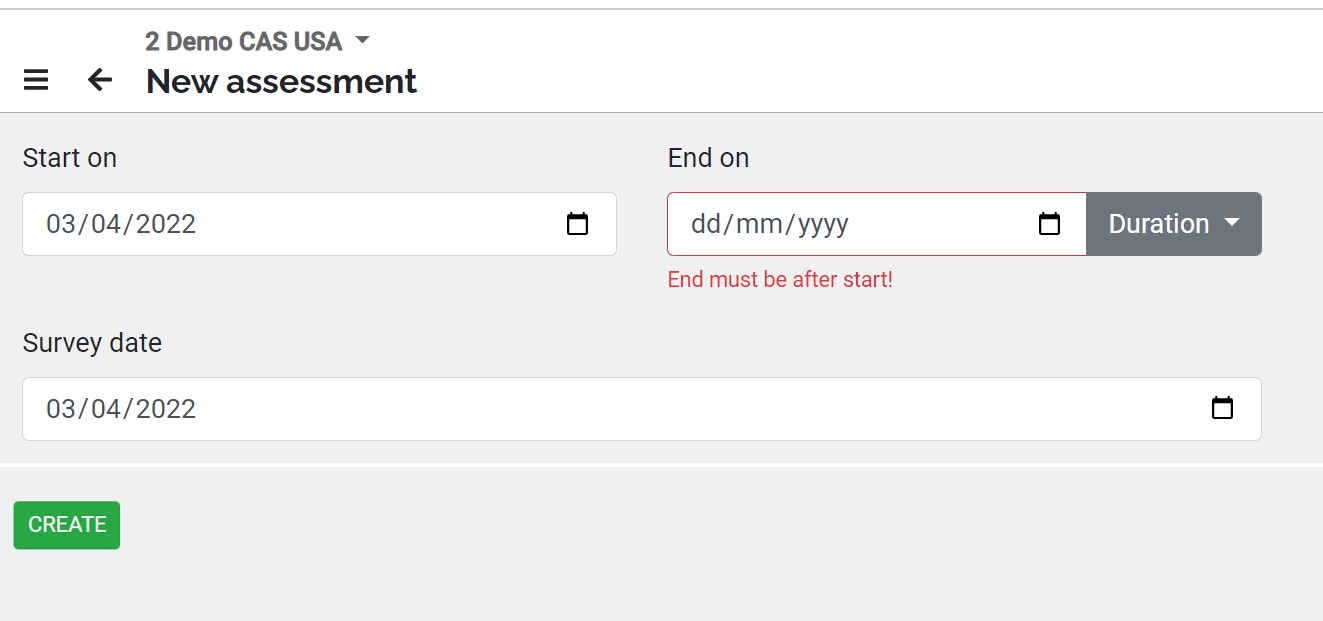
Under Waste assessment you can select ultrasound leak detector and other relevant data for creating waste audit.
System review
System review / pre-audit assessment is comprised of several menus which are meant to be followed step-by-step from left to the right. System review is important step that should be done as pre-audit for new systems or on a yearly basis to identify system changes and savings opportunities.
Notes
When creating a system review, the first and the last step is to go through the interview section, where you can answer questions about commonly identified problems with compressed air, other common questions and take extra notes for improvement actions. All to help get a better idea of the current efficiency state of the system.
Start review in compressor room, take notes about compressed air problems and take pictures of complete installation before continuing with the leak survey. Ask customer about identified problems. Use predefined and user based questions.
- Fill System details page and equipment in the compressor room:
- compressors data, name-plate and panel pictures
- dryers data, nameplate and panel pictures
- receivers data and pictures with pressure gauge
Take picture of compressor room and schematics PI&D or draw in Setup -> schematics
- Fill Efficiency page
- Fill Reliability page
- Start with waste audit:
- leak survey with selected ultrasound detector
- artificial demands
- inappropriate uses identification
- add significant compressed air users with data
Checklist for energy Efficiency in Compressed Air Systems
Predefined notes
Low pressure
One of the most common problems experienced in a compressed air system is low pressure or perceived low pressure. Symptoms can include machinery faults, inability of air cylinders to apply necessary force, or inadequate torque on an air tool. Too often one of the following methods is chosen as a solution:
- Increase compressor pressure
- Add compressor capacity
Often, these actions may solve only some symptoms of an underlying problem. In order to effectively solve a low pressure problem, some analysis is required.
Poor air quality
Some common causes of poor air quality include:
- Service bypass valves left open.
- Drain valves inoperable or drain lines stuck.
This is often overlooked when a refrigerated dryer appears to be operating properly and is hitting the desired temperature. However, if the moisture is not adequately drained, it easily becomes re-entrained in the compressed air exiting the dryer. Undersized treatment. This commonly occurs when compressor discharge temperature is elevated if this was not accounted for in the treatment sizing, or if demand has increased over time. Lack of maintenance. Filters, in particular, often suffer from inadequate maintenance. Often maintenance personnel rely on differential pressure gauges supplied with filters. These differential gauges will only show high differential if they are observed at high demand times. If the elevated differential period is not observed, the filter media may even rupture, contaminating the system and eliminating the differential so that maintenance personnel never recognize the need to change the filter cartridge.
Frequent downtime
Compressed air supply is critical to most manufacturing facilities as water, gas, and electricity, but it is one of the few utilities that are generated on site. As such, unplanned down time must be kept to a minimum. Since air compressors often operate continuously, ingest high quantities of dirt and contamination, and generate loads of heat, regular preventative maintenance and occasional failures are events that must be accounted for. The most reliable way to prevent compressed air system downtime is to have backup compressor capacity available at all times. At minimum, it is recommended that there is sufficient backup so that any one compressor may be shut down for maintenance or repair. Depending upon the relative cost of downtime and/or the degree of specialization of the air system, additional backup may make sense. Sources of backup may include standby compressors that are rotated by operators, sequencers, or master control systems or may be older compressors that are used only for backup purposes. In the case of dedicated backup machines, it is important to operate them on a regular basis (at least a couple of hours weekly). This ensures that they remain lubricated and are in good operating condition when needed. Another important factor for eliminating downtime is proper preventative and predictive maintenance. In continuous operation, a compressor may operate 8,760 hours per year. To put that in perspective, car driving only 30 miles per hour would travel over 260,000 miles in that time. Regular maintenance will help to keep things operating properly and efficiently as well as noticing potential problems before they cause unplanned downtime.
Poor efficiency/high electricity cost
Virtually any change to the compressed air system can significantly affect energy efficiency. Here are some “low hanging fruit” that can help reduced costs.
- Operate the compressors at as low a pressure as possible. Do recall, however, that operating below the rated pressure of air treatment may de-rate the air treatment. Excess pressure requires additional compressor power as well as intensifying leaks and causing legitimate users to use excess air.
- Eliminate wasteful timer operated drains and manual bleed valves in favor of demand operated drain traps. Each timer operated drain wastes hundreds of dollars annually blowing off costly compressed air when little or no moisture is present.
- If multiple compressors are used, ensure that they are using a sequencer or master control system to coordinate them with minimal pressure fluctuation, and shutting off when not required.
- If inlet modulation controlled compressors are being operated without receiver tanks, consider adding receiver volume and using alternate control methods.
- Create an ongoing leak reduction and education program. End users and machine operators treat air leaks differently from water, oil, natural gas, and chemical leaks. The air is odorless, creates no mess or slip hazard, and is believed by many to have very little (if any) cost. Educating the users can help them to recognize that leaks are a costly expense. While a single round of leak repair never hurts, leaks are continuously being created in the air system, necessitating a continuous management program.
System details
System details will guide you through 5 steps verifying system:
- system details like electricity cost, operating hours, pressure setpoints, type of air,
- System settings and PI&D diagram verification
- Compressor details - list of compressors and running hours with energy consumption estimation
- Compressed air cost per volume calculation based on CALMS calculator with manual entry or complete TCO- Total Cost of Ownership for more accurate calculation
- Results - estimations based of system review without measurements and comparison with best in class based on isentropic efficiency.
CO2 emission
This section has already been explained in the system setup
Compressor data
Compressor estimation
System review calculations will be based on Annual energy consumption for the reporting period (default is last year).
For the best results use manual entry for Annual energy consumption based on compressed air system power measurements.
Since measurements are not always available we offer two methods to get best estimation:
- For the most accurate estimation select the reporting period for last year and enter total hours of operation for the last year for each compressor.
- For rough estimation select the reporting period for all years from year of manufacture - when the compressor was started and enter total hours from the compressor panel.
You can also estimate hours in operation from two last consequential service intervals and recalculate to one year period.
Estimated annual energy consumption calculation
Fixed speed: Energy = Annual Loaded hours * Nominal power * 1.15 + Annual Unloaded power * Nominal power * 0.25
Variable speed: Energy = Annual Loaded hours * Nominal Power * 1.15 * Utilization rate + Annual Unload power * Nominal power * 0.1
Modulation: Energy = Annual Loaded hours * Nominal Power * 1.15 * Utilization rate + Annual Unload power * Nominal power * 0.25
Utilisation rate average output : Loaded hours / Running hours for each compressor, for variable speed it is average power output in selected period
Estimated results
Annual energy consumption
If you are measuring energy consumption you can enter measured value for reporting period instead of estimated energy consumption based on compressors running hours, for better potential savings estimation.
Use Auto or Manual switch for selecting annual energy consumption.
Result section will estimate specific power and compare with best in class system (Isentropic efficiency) and all cost related with savings potential.
Efficiency
Efficiency interview will give you insight of existing system efficiency and since its score is standardize and set as KPI which shows improvements and benchmarking with other systems.
Efficiency score can be from 0 to 100% and it has gaussian distribution. Majority of CA systems have score around 50%, more is better.
Heat recovery
System capacitance - storage (m3 or cf) as a percentage of normal operating flow (m3/min or cfm)
Compressor control method
System control method
Flow controller
Dryer type
Pressure drop across air treatment
Condensate management
Excessive pressure in distribution line or working pressure above minimum required (valid for instrument air 6-10 bar / 85-145 psi)
Main pipeline size / flow speed
Pipeline ring
Piping material
Pressure drop in distribution piping
Leak management program
Leak rate %: (Leak flow / Avg. flow)
Inappropriate use awareness / management
Artificial demand awareness / management
Compressed air usage training for end-users
Reliability
P&I diagram & project documentation
Compressor room temperature
Environment / cooling air quality
Space for maintenance / access fork, crane
Compressor station maintenance checklist
Spare connection for rental equipment-expansion
Assessment - Audit
Age in years (oldest running)
Maintenance
Overhauls or hours of operation since last overhaul
Back up - redundancy %capacity of largest compressor
Remote monitoring, diagnostic
Compressor start/stops or load/unload
Age in years (oldest running)
Maintenance
Back up - redundancy %capacity of largest unit
Bypass installation
Filter element replacement
Condensate drains service
Oil water separator service
Desiccant change
ISO 9001:2015 Quality management systems or equivalent
ISO 14001 Environmental management systems or equivalent
ISO 50001 Energy management systems or equivalent
Reliability interview will give you insight of existing system reliability and since its score is standardize and set as KPI which shows improvements and benchmarking with other systems.
Reliability score can be from 0 to 100% and it has gaussian distribution. Majority of CA systems have score around 50%, more is better.
Potential Savings
Estimated potential savings based on pre-audit: system details, efficiency and reliability score. It is the first step to identify and estimate potential savings and start with detail audit and actions for ongoing improvements.
Selection of potential savings actions and % can be changed manually based on user specific analysis.
Actions
CALMS will identify 17 most common compressed air savings opportunities that can become actions for system optimisation.
CALMS will identify actions for savings improvement and estimate potential savings % based on CALMS statistical data and potential savings based on EU study.
Potential saving %
Potential savings % is CALMS estimation based on pre-audit without measurements and will be continuously improved based on CALMS audits. In cases where CALMS cannot calculate percentage it will take industrial average potential savings based on EU study. To improve potential savings% you can use calculators or other tools and manually change values.
Potential savings based on EU study
Potential savings based on Compressed air systems in the European Union, 2001, Peter Radgen. Where potential savings contribution = %applicability * %gain
Action: A_CA_01 - Reducing air leaks, compressed air leak management
Reducing air leaks is probably the single most important energy savings measure, applicable to almost all systems. Awareness of the importance of a regular leak detection programme is low, in part because air leaks are invisible, and generally cause no damage.
Correct design and installation of the network can greatly diminish air leaks, for instance through the use of modern, no air loss, condensate draining devices, or through the specification of high quality, long life quick disconnect couplings.
Nevertheless, the essential issue is one of proper maintenance. Hand held leak “sniffers” which detect the noise of air leaks can reduce the cost of leak detection.
Action: A_CA_02 - Overall system design, decrease of system pressure, including multi-pressure, equipment size
The basic objective of good system design is to match air pressure, volume and quality to the needs of the various end use devices. While this can be straightforward, it can also be very complex if end use devices in the system have differing, or varying, needs. Two examples of system design issues are:
- single pressure or multi-pressure systems. Typical systems are designed to deliver air at the highest pressure and air quality needed by any of the end use devices. This can waste substantial energy if only a small percentage of devices really need this high pressure or high air quality. Alternative solutions might be to:
- build a system delivering a lower pressure, and add pressure boosters for those devices requiring higher air pressure
- provide adequate filtering for the majority of applications, and add specific local filtering for those devices which require it;
- limit pressure variations in the system. Inadequate control systems can lead to wide pressure variations, which waste energy. Furthermore, when particular end use devices have very erratic demand characteristics, it can be useful to install air storage capacity close to these devices, so as to reduce pressure variations.
Action: A_CA_03 - Recovery of waste heat, heat recovery systems
By their very nature, compressors generate heat, which can, in some circumstances, be used for other functions. Since this heat is so to speak “free”, the advisability of using it depends on the existence of a thermal load whose characteristics match the available heat, and for which the necessary equipment (heat exchangers, piping, regulator, backup heat source, …) are available and reasonably priced as compared to alternative solutions. Design of waste heat recovery must assure proper cooling of the compressor. The waste heat from a compressor is often too low in temperature, or too limited in quantity, to adequately match the needs for industrial process heat. Climate and seasonality also affect the cost/benefit ratio. Typical applications are more often for space heating, when a need exists in proximity to the compressor location.
The cost effectiveness of recuperating waste heat depends on the alternate sources of energy which are available. It might be very cost effective if the alternative solution would be electric heat. It may be less cost effective if natural gas, waste process heat or waste process gas could be used.
Action: A_CA_04 - Improvement of drives (Adjustable speed drives, VSD, ASD)
The use of high efficiency motors improves energy efficiency. The integration of adjustable speed drives (ASD) into compressors could lead to energy efficiency improvements, depending on load characteristics.
With respect to high efficiency motors, the possible gains would be concentrated in new systems, since it appears unlikely that users could be convinced to retrofit high efficiency motors to existing machines, even at replacement time for the motor. The biggest differences in motor performance are found in small machines. Since these machines are most often sold as stand alone units, it would appear that energy efficiency labelling might be the most appropriate tool for achieving these gains. Nevertheless, since most of these machines operate relatively few hours per year, high efficiency motors would be cost effective for a limited proportion of machines.
Integration of speed controllers into a CAS would be very cost effective for vari- able load conditions, considered to be about one quarter of installations. Their installation would be in great part limited to the sale of new compressors, since retrofitting adjustable speed drives to existing machines poses a host of techni- cal problems.
In the case of multi-machine installations, the adjustable speed drive would be integrated into only one of the machines, and would most likely be linked to some type of sophisticated control technology, which would start and stop fixed speed machines as well as vary the speed of one machine, so as to adjust out- put to system demand.
Action: A_CA_05 - Use of sophisticated control systems, reducing partially loaded compressors
Sophisticated control systems are used to match compressor output to system air demand. They save energy by optimising the transitions between the running, idling and stopped states of the compressor. Sequencers optimise the operation of multi machine installations. These control systems can often be used in conjunction with speed controllers. Predictive controls apply fuzzy logic or other algorithms to predict future air demand from past performance of the system.
As the price of electronic control technology comes down, and as familiarity with these technologies increases in industry, their use is rapidly expanding, and their application to compressors is becoming more common.
These controls can be fitted to new machines or to many existing installations.
Considerations:
- Master controls won’t fix an otherwise broken system! Incorrect compressors size, system volume and distribution system must be adequate
- Always start with an audit to evaluate the benefits of controls and get Functional Specification
- Over expectation - avg. gains 12%, but applicability rate is 20% - so potential contribution 2.4% (CAS in EU 2001)
- Consideration Risk - Will 10 minute of downtime offset 2 years of energy savings? (Reliability/Efficiency)
- Compressors modifications/repairs have been identified
- Buy where, from whom, DIY / standard products or custom design
- A control specification and goals are needed!
Action: A_CA_06 - Upgrading of compressor, new more efficient technology
The market segment (10-300 kW) is today largely dominated (75 % of sales) by oil injected screw compressors because of their reliability, simplicity and relatively low cost. Nevertheless, a large number of alternative technologies exist: piston, vane, scroll, centrifugal, and turbine compressors all have their market shares. The choice between oil injected or oil free machines, as well as between single stage or multi-stage machines constitute other parameters of choice. Within each family of compressors, there are multiple variants.
The optimal choice of compressor technology must take into account the specific needs of the user’s compressed air system. This choice can affect the energy efficiency of the system, both in terms of compressor performance, but also in terms of the multiple interactions with other elements of system design. In particular, the benefit of multi stage systems for high duty cycle installations is a point which should be stressed
Improvement of Compressor Technology Research and development is quite active in the field of compressor technology. Efforts are being carried out to improve existing families of compressors, but also to develop new types, usually designed for niche markets. Another aspect of research is the improvement of production methods, for instance to achieve closer clearances so as to reduce gap leakage within machines. Nevertheless, it must be kept in mind that compressor performance is limited by the laws of thermodynamics. Thus, while R&D will certainly make possible small incremental improvements in energy efficiency, the potential for technological improvement within the compressor is much smaller than the gains that can be achieved through improved system design and operations.
Action: A_CA_07 - Optimizing certain end use devices and remove inappropriate air applications
Many end use devices are energy inefficient. For instance in blowing and drying applications, ventilators can often be used with an energy savings benefit. In some applications, electrical or hydraulic equipment can cost effectively replace compressed air end use devices, and be more energy efficient. While equipment manufacturers’ catalogues usually state compressed air requirements for their machines, users do not always take this into account in their purchasing decisions.
The optimization of end use devices is one aspect of the system design issue.
While hand held pneumatic tools can be easily replaced by more efficient models, much CAS use results from devices (pistons, motors, etc.) which are components of large fixed machines, for which replacement or upgrading can be very costly.
Action: A_CA_08 - Reducing frictional pressure losses,pressure drops, pipings, valves
Pressure losses in CA networks depend on multiple factors: topology (ring or star networks, …); geometry (pipe diameter, radius of curvature), materials used, etc. Correct design and installation can optimise frictional losses.
Despite the importance of the network, a majority of CAS have less than optimal networks.
- At the time of factory construction, the CA network is often installed by the same enterprise responsible for all the piping or “fluids” work. These enterprises are often not qualified for design and installation of CA networks.
- Undersized piping is a common situation. Even systems which are initially well designed can become “energy wasters” if CA use increases above the level for which the system was initially designed.
- Lack of shut-off valves makes it impossible to close off parts of systems, for example for machinery which does not operate during night shifts.
Since it is difficult and expensive to improve an existing network, correct design and installation, including a margin for future growth, is an important issue for new systems.
Action: A_CA_09 - More frequent filter replacement
Filter elements must be replaced periodically to ensure a continuous supply of high quality compressed air is always available. Other benefits include:
- Protection of adsorption dryer beds.
- Protection of downstream equipment, personnel and processes.
- Reduced operational costs.
Compressed Air filter elements should only be changed when differential pressure rises, if reliable measurement is not available good practice is once per year. While keeping differential pressure low is a good practice, it does not have a comprehensive impact on contamination carryover.
In time, the contaminants will weaken the media and cause leaks or holes to form. Once this happens, their leak area will rapidly grow and contamination will bypass the filter element.
Many filter housings are supplied with differential pressure monitors. It is a common mistake to base filter change-outs on these devices. DP Monitors are non-calibrated and typically indicate a pressure change from the upstream side to the downstream side with a substantial margin of error. While they might give an indication of maintenance required due to a blockage on the filter media, they will not give an accurate depiction of the filter’s ability to remove contamination.
Action: A_CA_10 - Improvement of drives (high efficiency motors, HEM, IMOP)
Electric motors get weaker over time. Bearings wear out and electric insulation breaks down and can start developing shorts in the winding’s. It is a good practice to evaluate option to replace 5+ years old broken motor instead of overhaul. For an electric motor, efficiency is the ratio of mechanical power delivered by the motor (output) to the electrical power supplied to the motor (input).
From 1 July 2021 motors between 0.75 kW and 1000 kW will be required to meet a minimum efficiency class of IE3. From 1 July 2023, motors between 75 kW and 200 kW will be required to meet the even higher efficiency class of IE4.
5 ways to improve the efficiency of your electric motor:
- Regular inspection. The most common cause of motor failure is low resistance.
- Protect against electrical overload. Electrical overload or overcurrent occurs when the current that the motor is designed to carry efficiently and safely is exceeded
- Keep cool.
- Monitor vibration.
- Protect against contamination.
Severely underloaded motors have lower efficiencies because the friction and windage and core losses remain constant and comprise an increasingly larger percentage of total motor power consumption.
Action: A_CA_11 - Improved cooling, drying, filtering and condensate drain check-replace with no-loss
Cooling, drying and filtering equipment causes pressure drops. Furthermore, drying equipment uses compressed air or electricity for filter regeneration. Thus, optimising filtering and drying as a function of users’ needs is a major source for energy savings. The possible measures are:
- dynamically adjust the degree of drying to outside temperature conditions. This is applicable when drying is done essentially to maintain the air above the dew point, so as to prevent condensation in the system. It may be inappropriate if drying is required to meet a specific process requirement for air quality.
- adjust the degree of oil or dust filtering to match the precise needs of the system. Over-filtering wastes energy.
- add filtering capacity. Increasing the number of filters in parallel decreases air velocity, thus reducing the pressure drop. This can often be a very cost effective investment, for both new or existing systems.
- increase or optimise the frequency of filter replacement. Blocked filters increase pressure drop. Maintenance procedures should include regular checking of filters, and replacement when necessary. Automatic sensing and alarm equipment to warn of excessive pressure drop can be very cost effective.
Action: A_CA_12 - Installation of flow controller (CFC)
Pressure Flow Controllers (PFC) are system pressure controls that can be used in conjunction with the individual and multiple compressors. A PFC does not directly control a compressor. A PFC is a device that serves to separate the supply side of a compressor system from the demand side, and requires the use of storage. Controlled storage can be used to address intermittent loads, which can affect system pressure and reliability. The goal is to deliver compressed air at the lowest stable pressure to the main plant distribution system and to support transient events as much as possible with stored compressed air. In general, a highly variable demand load will require a more sophisticated control strategy to maintain stable system pressure than a consistent, steady demand load. This means, always perform audit to see PFC advantages if any.
Better version of PFC is PFCS-Pressure Flow System Controller that combines PFC and master controller in one device.
Benefits:
- Lowering system pressure - PFC is active restriction in the system causing pressure drop, because of its fast reaction and active storage it will reduce system pressure.
- Receiver can add potential energy to the system only with pressure differential so all systems are operating on higher pressure then needed in order to get dP and have capacitance to react on demand change or turn off (on new compressor).
- PFC will allow user to reduce step by step system pressure and reach min operating pressure - leaving compressor SP at the same level.
- Pressure to end-user will be very stable +-0,1 bar and as low as possible thus reducing artificial demand.
- PFC will not reduce spec.power but it will reduce flow and when system reset also power - so monitoring is a MUST.
- Leaks are artificial demand and will decrease as well.
- Equipment operating at constant pressure will perform better and more reliable.
Action: A_CA_13 - Adequately sized and located air receivers (wet and dry)
Perform an audit and calculate which receiver size is best for your CAS, here we can say bigger is better, but not necessarily needed.
- Receiver or storage without control valve is like hydropower plant without a dam.
- Supply Side – Primary Storage - Wet & Dry Storage
- Improve compressor control response.
- Additional pneumatic energy source.
- Unanticipated compressor shutdown / permissive start-up.
- Demand Side – Secondary Storage - Dedicated storage
- High volume intermittent demand
- Dedicated storage, improve speed / thrust
- Increased system volume, stabilize pressure
What happens when you allow the system pressure to drop before you React?
- 6" diameter pipe DN150 approximately 150m long has volume of 2.6 m3.
- Based upon storage sizing strategy, 2.6 m3 of storage will provide 31 m3/min for 5 seconds from 7.5 bar to 7 bar. The reverse is true and it takes an extra 31 m3/min (above plant demand) to increase the pressure in the same storage.
Action: A_CA_14 - Reducing of artificial consumption due to non-regulated use
Artificial demand or compressed air consumption is the excess volume of air that is created on unregulated users as a result of supplying higher line pressure than necessary for the applications. It includes leaks, drain valves, and blowoff…
As real production demand decreases and the pressure rises, artificial demand increases.
Companies can reduce the artificial demand by implementing an overall monitoring & controls system to maintain the compressed air system at the actual pressure that is required and by performing regular assessments.
During compressed air system and leak survey also end-use pressure regulators must be checked and set as per specification. Using PFC will reduce artificial demand in the majority of systems.
Action: A_CA_15 - Training for compressed air usage
Compressed air is one of the most expensive utilities in the industry and as such without recognized cost awareness.
Compressed training should be the first step in CA optimisation process for end-users and energy managers as well. The objectives are:
- establishing CA cost,
- understanding compressed air and potential savings,
- CA Awareness.
Compressed air training teaches employees how a compressed air system works and why it’s important the system is performing optimally. In specific training, employees can learn:
- How to calculate compressed air needs for specialty projects and expanded production.
- Why the right compressed air system design is important.
- How to identify compressed air leak.
- What type of maintenance a compressed air system requires.
Action: A_CA_16 - Regular and preventive maintenance of compressed air system
Air compressor maintenance is especially important because in many cases complete production depends on reliable compressed air. Downtime can cost more money than complete compressed air installation.
The typical lifespan of an industrial air compressor is between 10 and 15 years. However, this lifespan can be extended or shortened depending on how well your system is maintained, the type of operating conditions, and the location of the compressor.
We would recommend you have your compressor serviced in line with manufacturers’ guidelines, which is normally annually, monitoring can help to improve service.
Here are five important reasons why you should proactively maintain your air compressors:
- decrease equipment downtime,
- have more control over your maintenance schedule,
- increase the Life Expectancy of compressor,
- reduce Unexpected Costs,
- improve Workplace Safety and Quality Conditions for All Involved.
Action: A_CA_17 - Permanent monitoring, KPI
Measuring and tracking system performance does not in and of itself improve energy efficiency. Nevertheless, it is often the first step in improving energy efficiency, for two basic reasons:
- Measuring air use and energy consumption is essential in determining whether changes in maintenance practices or investment in equipment could be cost effective. As long as the per unit cost of delivered compressed air is unknown, it is difficult to initiate the management process necessary to improve a system.
- Tracking of system performance is a valuable tool to detect performance degradation, or changes in the nature or quantity of air use. Three basic parameters – air flow, air pressure, electricity consumption – must be measured and recorded in order to evaluate system performance. While this seems simple in principle, the interpretation of this data can be difficult, particularly in variable load applications. Measuring air flow also poses technical problems, and retrofitting reliable measuring equipment can be difficult or impossible if this was not taken into account at the time of system design and installation.
Medium and large size systems should be designed and installed so as to facilitate the measurement of air flow. Institutional action to encourage (or even mandate) this might be useful. Where information on air flow is not available, low cost pressure sensing equipment can still be very useful, for instance to measure the pressure differential across filters or the pressure loss in the network, or to detect excessive pressure variation in a system.
Disclaimer: Total annual potential savings estimation
Potential savings based on pre-audit assessment without measurements are only rough estimation of your system. Actual savings can be different. Pre-audit can be used as a guide to perform compressed air system audit and monitoring with system analysis for finding actual saving opportunities for improvement.
Wastes
Leaks
Leaks can be a significant source of wasted energy in an industrial compressed air system, sometimes wasting 20 to 40 percent of a compressor’s output. A typical plant that has not been well maintained will likely have a leak rate equal to 30 percent of total compressed air production capacity. On the other hand, proactive leak detection and repair can reduce leaks to less than 5 percent of compressor output.
CALMS is independent platform and is using own calibration flow-stand to calibrate different ultrasound leak detectors that can be used for leak survey.
Supported ultrasound leak detectors:
- CALMS ULD
- UE systems
- SDT
- Plantscan
- CS instruments
- NL cameras
- Fluke…
Adding leaks
Select the system by clicking on OVERVIEW in the main menu.

Now you are in the menu of your system. Go under ASSESSMENT AND click on WASTES.
The latest assessment will open automatically, you can choose a different assessment by selection if from the drop-down menu.
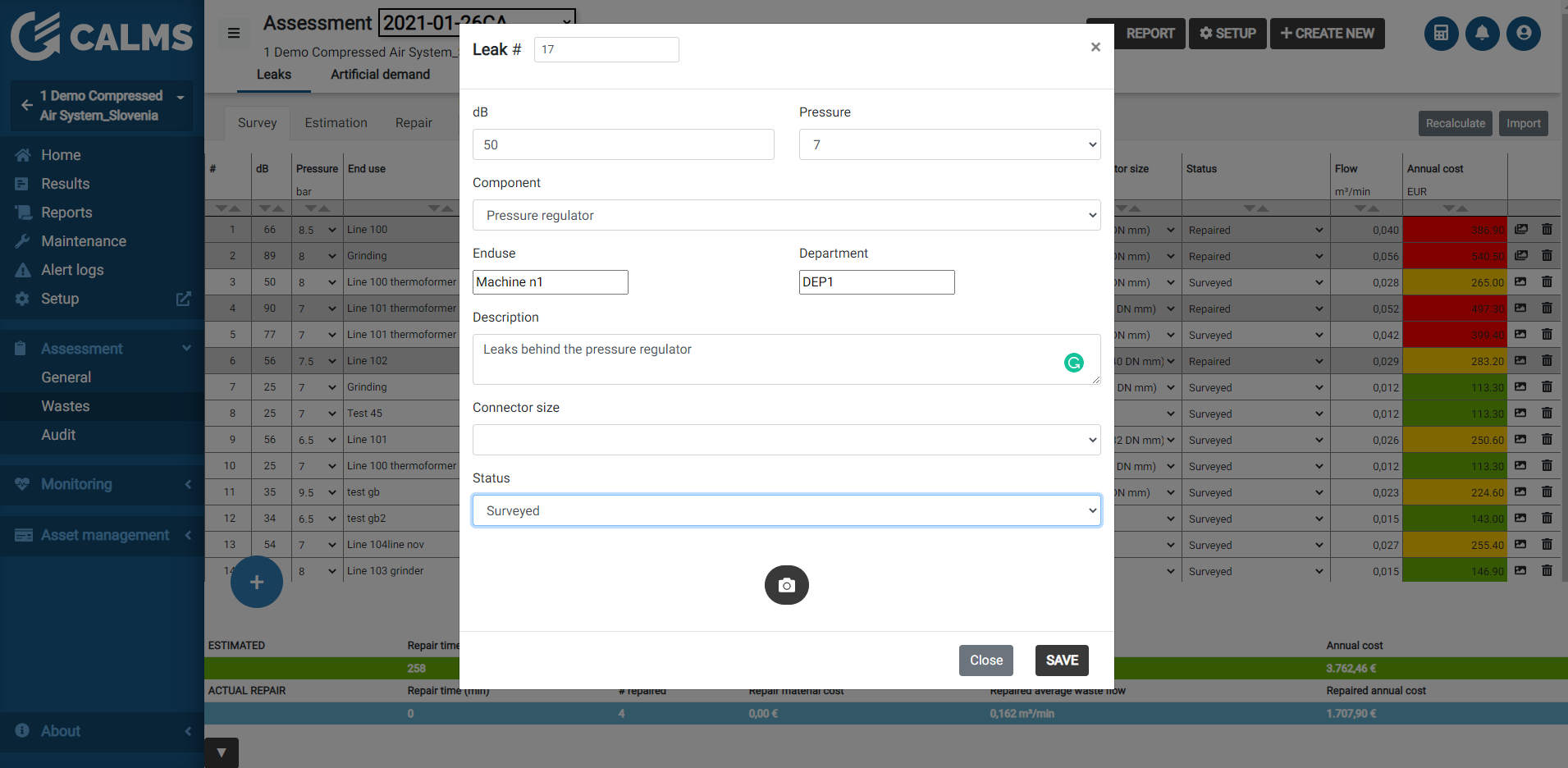
Add leaks manually by clicking the blue + button on the bottom left corner. A pop-up will appear.
Insert data:
- Leak #: enter the id of the leak or tag number
- dB: enter the intensity of the leak
- Pressure: enter the pressure of the system you are surveying
- Component: Choose the component that leaks from the drop-down menu
- Enduse: Enter the name of the machine on which the leak is located
- Department: enter or choose the department in which the enduse (machine) is located
- Description: Add additional details of the leak
- Connector size: choose connector size from the drop-down menu
- Status: Choose the status of the leak (surveyed, Repaired, Vague, Not repairable)
- Click on the black camera button to add pictures
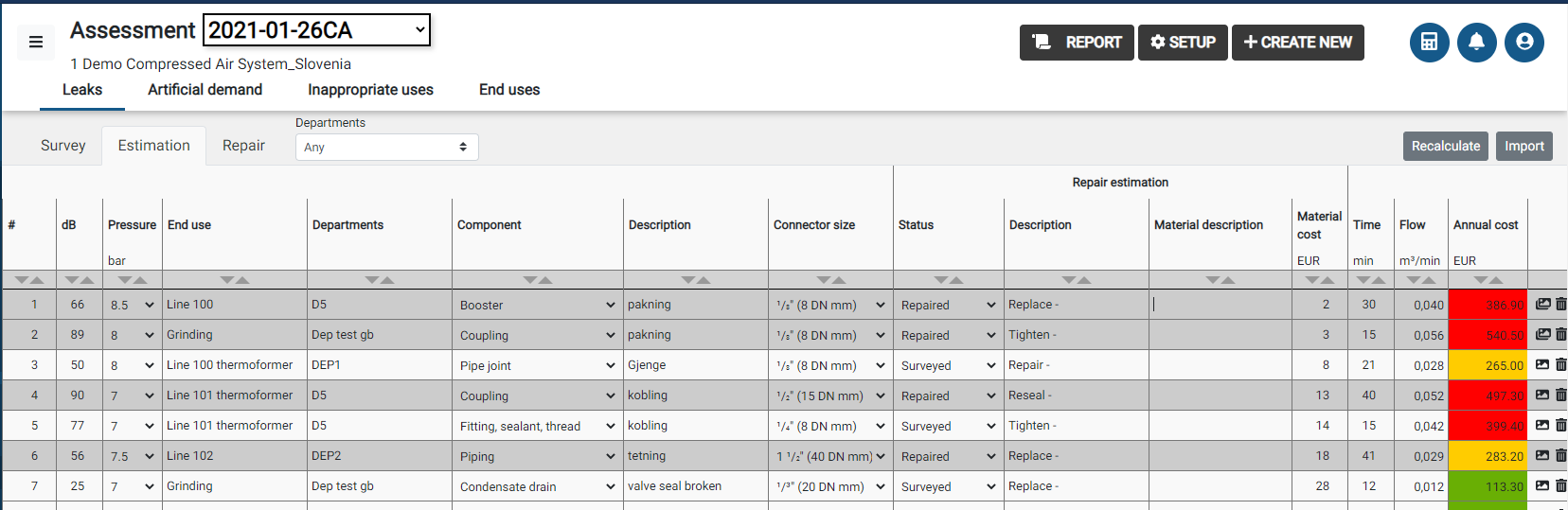
Estimating repair
- Choose tab ESTIMATION
- In the table go to DESCRIPTION COLUMN and click in the row of the leak you want to edit. Select repair description (Replace, resael, tighten, repair)
- MATERIAL COLUMN write estimation of the material needed for repair
- MATERIAL COST estimate cost of material to repair
- TIME estimate time to repair
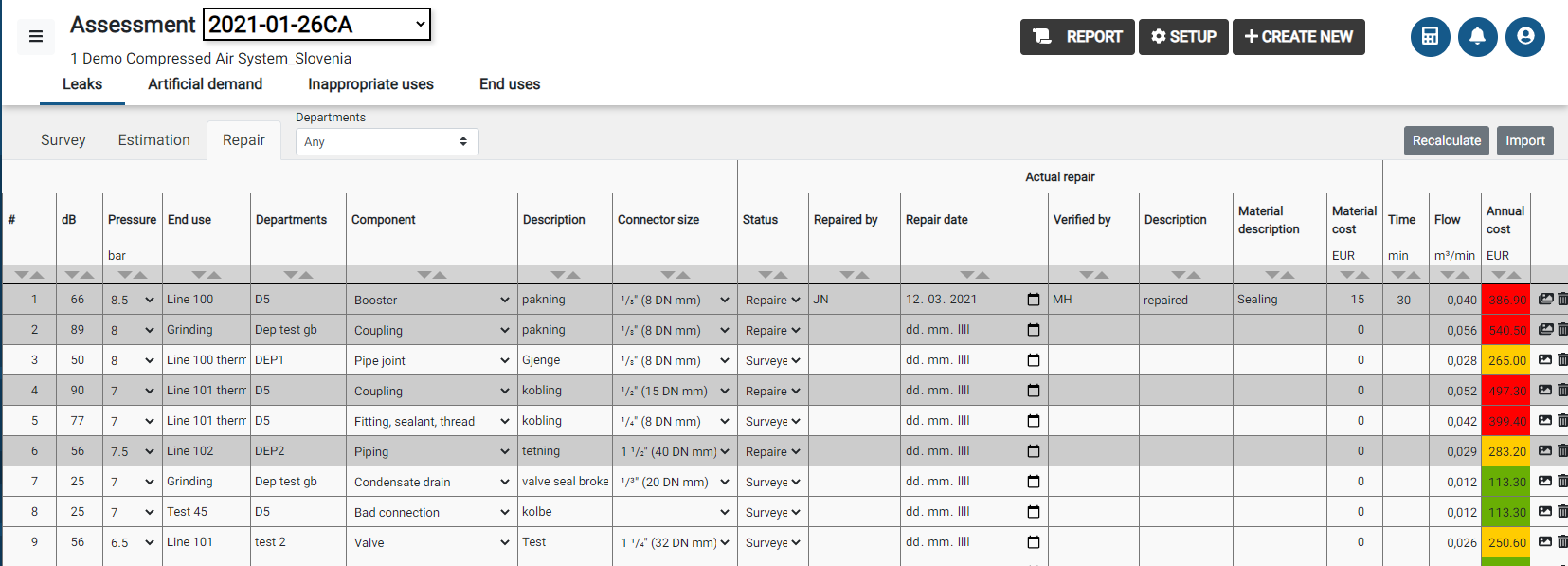
Repair
- Choose tab REPAIR
- In the table go to STATUS COLUMN and click in the row of the leak you want to edit. Select repair description (Repaired, not repairable)
- REPAIRED BY write name of the person who repaired the leak
- REPAIR DATE choose the date of the repair
- VERIFIED BY write name of the person who verified the repair
- DESCRIPTION write actual description of the repair
- MATERIAL DESCRIPTION write actual description of the material needed for repair
- MATERIAL COST actual cost of material of the repair
- TIME write actual time of the repair
Artificial demand
Based on ISO11011 artificial demand waste are second most unwanted wasted that must be eliminated or reduced.
Artificial demand is higher flow - air consumption due to higher operating pressure on end-uses.
Survey includes inspection of pressure regulators before end-uses. It should be performed at least for all SEU and end-uses with leaks. For each end-use surveyor must check availability of pressure regulator, regulator setting and testing.
Inappropriate uses
Based on ISO11011 inappropriate compressed air uses is also very common waste of energy. The goal is that during waste survey also inappropriate uses are identified and listed in the CALMS.
Many operations can be accomplished more economically using alternative energy sources. Inappropriate uses of compressed air include any application that can be done more effectively or more efficiently by a method other than compressed air.
Examples of potentially inappropriate uses of compressed air include:
- Open air blowing
- Clean up, drying, process cooling
- Sparging
- Aspirating
- Atomizing
- Padding
- Dilute-phase transport
- Dense-phase transport
- Vacuum generation
- Personnel cooling
- Open hand-held blowguns or lances
- Diaphragm pumps
- Cabinet cooling
- Vacuum venturis
- Abandoned equipment
CALMS has all most common types of inappropriate uses available for selection and the page to enter is similar to leak page ready for estimate cost of those wastes.
End uses
This section will create list of most significant end-uses of compressed air with technical details that can be used for focus with continuous waste surveys.